CARBON — Какой карбон удилища лучше IM6, IM9 или IM12?
Многие из нас видят обозначения в виде «CARBON» и марки карбона на удилище, но мало кто понимает что это такое. Так какой карбон для удилища лучше IM6, IM9 или IM12? Как влияет марка материала на его рабочие характеристики? Давайте разберём этот вопрос!
Что такое CARBON и какие характеристики карбона существуют?
«Из какого материала сделаны ваши удочки IM6, IM9 или IM12?»
«Какая марка углерода у ваших удочек?»
«А ваши удочки из высокомодульного углерода сделаны?»
Понятно, что такие вопросы возникают у дотошных покупателей, которые какую-то сумбурную информацию про угольные удилища имеют, почерпнутую из всяких сомнительных источников, сталкивались с загадочными символами «IM6», «IM9» и т.,д., на бланках различных удилищ, читали в описаниях удилищ на страницах многочисленных интернет-магазинов. О том, что предлагаемые ими снасти сделаны из высокомодульного графита «IM9», 10 и т.д., причем чем «голимее» удочка, вышедшая в тираж в одном из китайских подвалов, чем дешевле ее цена, тем круче цифры, больше высокомодульность и ярче надписи на бланках.
При этом для абсолютного большинства продавцов-консультантов этого но-нэйма, которые с легкостью вешают эту «высокомодульную» лапшу на уши покупателей даже и невдомек, что «IM» – это «Intermediate modulus fiber», т.,е., волокно со средним модулем упругости.
А высокомодульное волокно в чистом виде для изготовления удилищ, в том числе и самых топовых, не используется, так как для этих целей попросту не годится.
На практике для изготовления разных частей одного и того же удилища применяются различные марки углеволокна, так как для получения правильного строя разные части удилища должны вести себя по-разному.
Конечно, можно в ответах на вопросы лукавить, т.,е., говорить то, что хочет услышать покупатель:
— «Ваши удилища из высокомодульного графита сделаны?»
— «Да» — «А какая марка, IM9?»
— «Даже круче, IM10»
— «Тогда покупаю»
Но мы не можем себе это позволить, и в то же время в условиях ограниченного времени для отдельных консультаций нет возможности долго расписывать технологические особенности изготовления удилищ и технические характеристики применяемых для этого материалов.
Поэтому в порядке просвещения наших читателей публикуем ниже информацию, которую в свое время разместил Дмитрий Баличев в интернет-журнале «Daily-Fishing» (https://www.daily-fishing.ru).
Для того, чтобы вас сильно не утомлять, она публикуется в сокращенном варианте. Для тех же, кому и этот сокращенный вариант покажется достаточно громоздким, рекомендую хотя бы бегло ознакомиться с теми тезисами, которые выделены жирным шрифтом, смею вас уверить, что даже это поверхностное ознакомление будет весьма полезным.
В дальнейшем всем интересующимся мы будем попросту давать ссылку на данный материал, надеюсь, что он снимет многие вопросы.
Удилище из Карбона? Развенчиваем мифы!

Большинство удилищ, употребляемых сегодня серьезными рыболовами, изготовлено из углепластика. Все о нем говорят, но мало кто в нем разбирается. Что же это за штука?
Углепластики — это некоторые виды полимерных композиционных материалов (известных также как полимерные композиты и армированные пластики), то есть материалов, в которых полимерное связующее (матрица) армировано (усилено) наполнителями различной природы.
По структуре наполнителя углепластики подразделяют на:
— волокнистые (армированные волокнами и нитевидными кристаллами);
— слоистые (армированные пленками и т.п.);
— дисперсноармированные (с наполнителем в виде тонкодисперсных частиц)
Говоря об углепластике применительно к удилищам, мы имеем в виду волокнистый композиционный материал из полимерного связующего, армированного углеволокном.
По-английски углеволокно будет «carbon fibre», а интересующий нас материал — «carbon fibre-reinforced polymer (CFRP)».
Но длинные составные английские термины очень часто сокращаются до одного-двух слов, и в обиходе углепластик для удилищ обычно называют «carbon fibre» (по-американски — «carbon fiber») или просто «carbon».
Это сокращение сыграло с рыболовами злую шутку, сосредоточив их внимание на свойствах углеволокна. Но удилища-то делаются вовсе не из чистого углеволокна, а из углепластика, и поэтому свойства использованного волокна — вовсе не единственный и даже не главный фактор, влияющий на характеристики удилища.
Кстати, в Америке и в Азии углеволокно нередко называют графитом (graphite), что, строго говоря, неправильно. Вроде бы, ничего страшного, но это вносит еще большую неразбериху в терминологию и вконец запутывает теоретически неподкованных рыболовов, позволяя маркетологам легко морочить им голову. Вот все и говорят об удилищах «из угля», «из карбона», «из графита», а о связующем совсем забывают.
Но остановимся пока на волокне «IM6», «IM9», «IM12» — кто больше?

Одним из наиболее простых и действенных способов манипуляции сознанием рыболовов оказалось жонглирование названиями марок углеродного волокна. Само это волокно выпускается вовсе не теми заводами, которые «катают» удилища, а другими предприятиями, специализирующимися на его производстве.
Волокно бывает разных видов, и для того чтобы различать эти виды между собой, каждый производитель присваивает им названия — марки.
В свое время некоторые марки стали очень популярны, и этим воспользовались недобросовестные дельцы.
Но обо всем по порядку. Углеродное волокно интересующих нас видов сегодня чаще всего получают из полиакрилонитрилового волокна с помощью окислительного пиролиза и стабилизации в инертном газе, причем полиакрилонитрил (ПАН) подвергается сложной многоступенчатой обработке на специальных производственных линиях. Максимально упрощая, это можно представить так, что при очень сильном нагревании из «ПАН» устраняются все лишние вещества и остается почти что один углерод, принимающий нужную структуру. В зависимости от особенностей обработки исходного материала, на выходе получают углеволокно с теми или иными качествами (плотностью, прочностью и упругостью), из которого делают нити.
Для производства удилищ требуется волокно не первое попавшееся, а с определенными свойствами.
Случилось так, что некоторые марки волокна корпорации «Hexcel» (одного из крупнейших в США производителей углеродного волокна), а именно «IM6», «IM7», «IM8», были вынесены в названия тех серий удилищ, в которых соответствующее волокно присутствовало. Часть моделей из этих серий имела успех у рыболовов, получила широкую известность. А известность — это капитал, который тут же принялись растаскивать по кусочкам разные людишки, начавшие писать на своих дешевых «палках», заказываемых в китайском захолустье, заветные индексы «IM6», «IM7», «IM8», «IM9»… Дошло дело до «IM12». Особенно грешили (и продолжают грешить) этим немцы, поляки, но встречаются надписи «IM12» и на удилищах торговых домов из других стран.
Постепенно в сознании рыболовов отложилось (не без помощи «добрых» дяденек-маркетологов), что «IM» (ай-эм) - это «модульность графита», и чем больше число, которое идет после букв «IM», тем модульность выше и тем удилища лучше.
А на самом деле?
И что вообще это за сокращение — «IM»? Как оно расшифровывается?
«IM» — это «Intermediate Modulus», точнее — «intermediate modulus fiber», то есть «волокно со средним модулем (упругости)». Хе-хе… «Наши суперсовременные удилища из сверхвысокомодульного графита «IM12…» — и такую лапшу продолжают нам вешать на уши до сих пор.
А как вообще обстоят дела с «модульностью»?

В данном случае имеется в виду модуль упругости, или «Модуль Юнга», — величина, характеризующая сопротивление материала растяжению или сжатию при упругой деформации.
Совсем просто это можно объяснить как силу, необходимую для деформации стержня определенных параметров на определенную величину.
Измеряется модуль упругости чаще всего в гигапаскалях (ГПа, GPa), а также в тоннах силы на квадратный метр, или же в миллионах фунтов на квадратный дюйм (Msi), причем 1 Msi = 0,7 tonnef/m2 = 6,89 GPa.
Американцы предпочитают оперировать значениями в «Msi», но в таблицах обычно указывают и «GPa», британцы любят гигапаскали, японцы же больше склонны к гигапаскалям и тоннам.
Поскольку паскаль — это ньютон, деленный на метр квадратный, то разница в значении модуля, выраженного в гигапаскалях и в тоннах на квадратный метр, сводится к разнице между ньютонами и килограммами силы (1 кгс = 9,80665 H).
Одним словом, чтобы с небольшим округлением преобразовать гигапаскали в тонны, которые в ходу у персонала азиатских заводов (где и выпускается подавляющее большинство удилищ…), достаточно отбросить от исходного числа один нолик.
Углеродное волокно, получающееся из полиакрилонитрилового волокна в рамках стандартного процесса, имеет модуль упругости примерно 32-35 Msi; усредняя, обычно говорят о 33 Msi или 24 тоннах.
Например, углеволокно «Toray» марки «T300» имеет модуль 23,5 тонн, а у «Hexcel» большинство недорогих марок (AS) — 33,5 Msi.
Сегодня волокно именно с таким модулем идет на производство дешевых углепластиковых удилищ начального уровня. Условно его можно назвать низкомодульным, хотя на практике так обычно никто не говорит: «Еще бы — не звучит»!
Если не останавливаться на стандартном варианте «33 Msi», то при усложнении обработки получается более плотное углеволокно, с более высоким модулем упругости. В среднем это 42 Msi или 30 тонн.
Такое волокно уже заметно дороже, и в Штатах его обычно называют среднемодульным (IM).
Например, у «Hexcel» марка «HexTow IM6» имеет модуль 40,5 Msi (28,4 т), марка «IM7» — 40 Msi (28 т), а марки «IM8», «IM9» и «IM10» — 44 Msi (30,8 т).
При одинаковом модуле упругости марки углеволокна «IM8», «IM9» и «IM10» различаются между собой по другим характеристикам, в частности по разрывной нагрузке и относительному удлинению (а это важно для удилищестроения!), которые заметно увеличиваются в «IM9» и еще больше — «в IM10».
При еще большем усложнении и удорожании производственного процесса получают высокомодульное углеволокно, с модулем, например, 55 Msi (38,5 т). Например: «Toray M40».
Как правило, чем выше модуль упругости углеволокна (то есть чем оно жестче), тем меньше его прочность, тем более хрупкими (при прочих равных) получаются из него удилища.
Условно можно, пожалуй, считать высокомодульными (применительно к удилищестроению) волокна где-то от 50 Msi (35 т) и выше. Бывает углеволокно с модульностью и в 60 тонн, но в производстве удилищ оно не используется. И не потому, что очень дорого стоит, а потому, что для этих целей не годится.
На практике высокомодульное углеродное волокно используется в удилище в сочетании со среднемодульным и даже низкомодульным, потому что для получения правильного строя разные части удилища должны вести себя по-разному.
Именно поэтому нельзя назвать какую-либо марку углеволокна «лучшей для удилищестроения»
То или иное волокно хорошо не «в общем», не абстрактно, а лишь на своем конкретном месте. Отметим также, что понятие «высокомодульное углеродное волокно» — «high modulus carbon fiber» — действительно условно, ничем и никем не регламентировано и никаких стандартов на него нет.
Поэтому для одурачивания покупателей нечистоплотные дельцы могут спокойно объявлять свои изделия из 24-тонного или 30-тонного углеволокна «высокомодульными», не боясь, что их привлекут за это к ответственности.
Формально-то привлекать их не за что! А если в морду им двинуть, так сам же за это потом и сядешь…
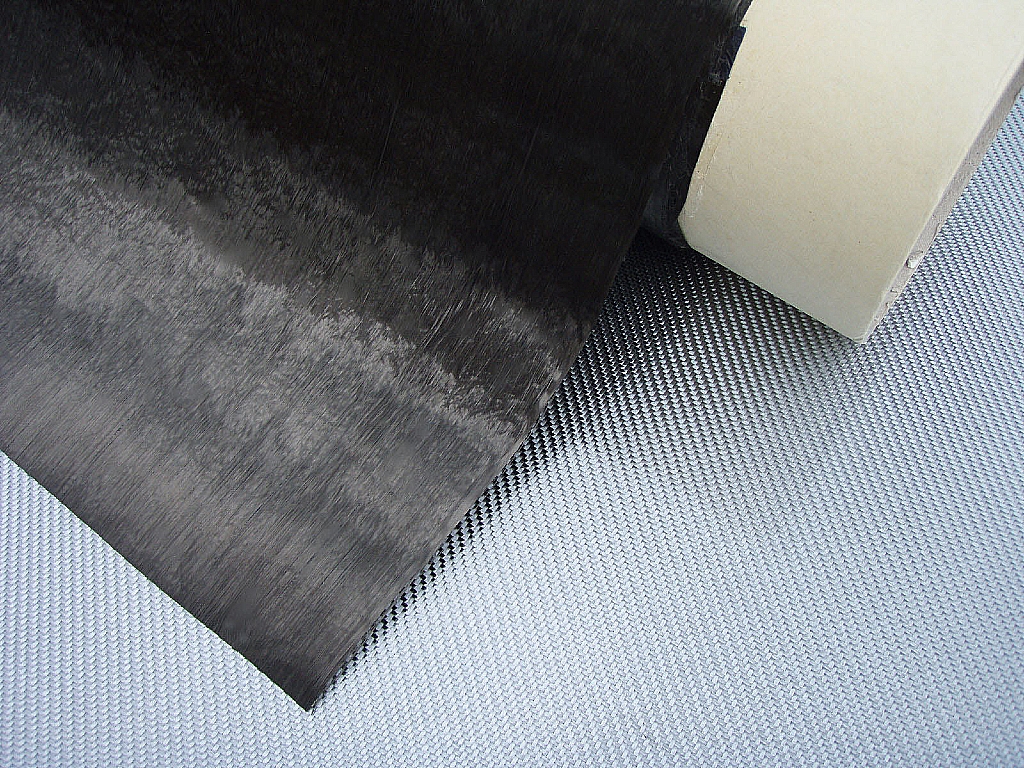
Высококачественное современное удилище, чтобы придать ему нужные рабочие характеристики, делают, как правило, из нескольких видов препрега («pre-preg», английское сокращение от «pre-impregnated composite fibres») — это углеродное полотно, пропитанное связующим (смолами), тот самый материал, непосредственно из которого и «крутят» удилища).
Разные части удилища имеют неодинаковые задачи, поэтому и материал для каждой из частей лучше применять особый. Например, вершинка удилища на рыбалке сильно гнется и для нее нецелесообразно использовать слишком жесткий и хрупкий углепластик из высокомодульных волокон. Комель, наоборот, не должен проваливаться, жесткость ему просто необходима.
Особая статья — стыки, с которыми всегда бывает много головной боли. Грамотно сделанный стык — визитная карточка высококачественного удилища.
Отношения с производителями препрега во многом определяются «весом» покупателя. Крупным покупателям легче разговаривать с поставщиками, они даже могут заказывать материал по своей спецификации, в то время как мелкие подчас бывают вынуждены довольствоваться «объедками с барского стола».
Покупателем обычно выступает завод-изготовитель удилищ. Вот вам еще один аргумент в пользу выбора «серьезного» завода.
Это страшное слово — ПРЕПРЕГ
Конечно, заводу недостаточно просто купить препрег, надо что-то с ним делать дальше. Из препрега выкраивают трапециевидные заготовки (нередко это целый набор кусков неправильной формы, из разного материала) и наматывают их на металлический «Дорн», повторяющий геометрию будущего удилища. «Дорн», точнее комплект дорнов, заводу тоже надо где-то заказать согласно спецификации для данного удилища.
Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) — это композиционные материалы-полуфабрикаты. Представляют собой листы тканых или нетканых волокнистых материалов, пропитанных неотверждёнными полимерными связующими.
Большая проблема заключается в том, что для работы с современными препрегами, отличающимися низким содержанием связующего, требуются специальные технологии и оборудование. Маркетологи придумывают для этих технологий красивые названия, например: «HVF, SVF, SHMR, MSG или UTC».
Одна и та же технология, применяемая на одном и том же заводе, может обозначаться на готовых удилищах по-разному, в зависимости от заказчика и от марки, под которой будут продаваться удилища, и даже от рынка (страны или группы стран). Но главное, что на старом оборудовании работать с новыми материалами нельзя. Нужны другие машины, позволяющие правильно намотать на дорн препрег с низким содержанием связующего.
Далее, препрег на дорне нужно обмотать технологической лентой с особо малым шагом: благодаря малому шагу намотки эта лента очень плотно и равномерно обжимает бланк. Такая операция обычно называется «Micro Pitch Taping». Для нее тоже нужна новая машина.
Наконец, при переходе на работу с «Low Resin» приходится менять и печи. Вложения немалые, и далеко не все заводы готовы сразу на них пойти. Удилище может быть выпущено на заводе, который в принципе работает и с «Low Resin», но сделано из стандартного, более дешевого препрега.
Поэтому если отношения с заводом формальные и знакомство шапочное, заказчику надо проявлять осторожность: «Соврут — не дорого возьмут».
Ну, а конечному потребителю, рыболову, разобраться в этих тонкостях и того сложнее.
Намотанный на дорн и обмотанный лентой препрег отправляется в печь. Температурные режимы печей не особенно афишируются. Прежде всего они зависят от типа связующего и лишь общих чертах они схожи. Как правило, в печи бланк сначала разогревается, причем связующее проникает «во все щелочки»; потом при более высокой температуре слои спекаются, а затем все остужают. Потом извлекается дорн, лента удаляется и хлыст отправляется на шлифовку и окраску, если они предусмотрены. Некоторые хлысты остаются нешлифованными.
Заводские инженеры в Корее и особенно в Китае обычно неплохо разбираются в вопросах, непосредственно касающихся производственных процессов, с которыми они имеют дело, но весьма смутно представляют себе свойства удилищ и законы физики, из которых эти свойства вытекают.
Забота о таких вещах ложится на конструктора
В идеальном случае конструктор или конструкторы есть у компании, заказывающей заводу удилища. На практике же чаще всего дело обстоит куда проще.
Многие европейские торговые дома, даже весьма именитые, не имеют своих конструкторов, и все их разглагольствования о «собственных конструкторских бюро, где собраны лучшие специалисты страны» — блеф!
Типичный дом состоит из пары-тройки директоров, бухгалтера, секретаря и склада со складскими рабочими, а также системы сбыта.
Директор, выступающий в роли снабженца, отправляется в Китай или в Корею. Если он сам плохо ориентируется в «китайских делах», то обращается к «агенту», или посреднику, который «помогает» ему найти подходящий завод, сводит с нужными людьми. На заводе ему показывают образцы продукции, которые были изготовлены по спецификации более компетентных клиентов или разработаны своими силами, обычно путем механического копирования известных моделей.
Гость из Европы, в рыбалке полный дилетант, тычет пальцем в понравившийся ему образец, и заводской дизайнер (у большинства европейских «ТД» нет даже своих дизайнеров) быстренько изменяет внешний вид удилища в соответствии с пожеланиями заказчика или же просто располагает на нем соответствующий фирменный логотип. Модель готова, все довольны.
Вернее почти все — для серьезного рыболова такое удилище, скорее всего, будет выглядеть вроде как макдональдсовский гамбургер на фоне настоящего обеда.
Есть еще один, средний путь …
Небольшие фирмы, в штате которых есть энтузиасты-рыболовы и которые занимаются производством специализированных снастей для местных условий ловли, сегодня имеют возможность, прилагая определенные усилия, получать высококачественную продукцию, работая напрямую с корейскими и китайскими заводами. Конечно, никакого КБ и даже просто конструктора-профессионала они позволить себе не могут, но ведь и удилища теперь очень редко создаются с белого листа.
Как правило, за основу берется уже существующая модель, и путем изменения геометрии и подбора материалов на ее основе делается что-то новое.
Но главное — чтобы он был заядлым рыболовом и энтузиастом своего дела, то есть буквально жил рыбалкой и созданием удилищ, вкладывая в них свою душу.
Для такой работы достаточно толкового сотрудника с широким кругозором, понимающего механику работы удилища, разбирающегося в современных материалах и технологиях и в нюансах корейской и китайской заводской «кухни».
Именно таких людей не хватает, как правило, европейским торговым домам, где почти все мыслят только процентами и где снасти — лишь один из способов заработать, точно такой же, как парфюмерия, кока-кола, презервативы и прокладки.
Как рождается удилище или спиннинг

Работа над новым удилищем начинается с замысла конструктора. Держа руку на пульсе рыбалки, он улавливает все изменения и чувствует, что требуется рыболовам в данный момент. Речь при этом идет не о массах (массам все равно, чем ловить, и для них существует ширпотреб), а о более притязательных и разборчивых людях, которые и составляют, собственно говоря, костяк национального рыболовного сообщества.
Конструктор видит, что существующие модели не могут удовлетворить многие из новых потребностей, и принимает меры:
работает над геометрией (длина удилища, толщина и структура стенок, конусность)
фурнитурой, подбирает препреги.
Этот процесс не останавливается никогда. В момент выхода новой модели ее преемница уже существует если не в виде образца, то, по крайней мере, в виде проекта.
На начальном этапе работы над удилищем конструктор выбирает завод, на котором будет осуществляться изготовление удилищ. Как правило, компания работает с несколькими заводами. В Корее и в Китае сейчас много предприятий, сильно различающихся между собой по уровню оснащенности и культуре производства. Некоторые специализируются на массовом производстве дешевой продукции, другие могут делать удилища очень высокого качества, но и цены у них выше. Соответственно, заказ на массовую модель будет размещен на одном заводе, а на модель высокого класса — на другом. Ну, и еще могут быть запасные варианты или поиски чего-то нового.
Дальше идет проработка геометрии хлыста и конкретный подбор препрегов по модульности волокна и количеству связующего. Немаловажны подбор фурнитуры и ее расстановка, тоже влияющие на рабочие качества удилища, но это далеко не главное. Очень непросто объяснить корейцам или китайцам, чего именно от них хотят, и проследить, чтобы все было выполнено согласно спецификации.
«Товарищи» на заводах, как правило, не любят отходить от своих стандартных вариантов и склонны саботировать указания притязательного заказчика.
Следующий этап — испытания образцов.
Опыт показывает, что без полноценных практических полевых испытаний сделать выдающуюся снасть практически невозможно. А такие испытания требуют времени и сил. По мере выявления недостатков в конструкцию нового удилища вносятся изменения, потом приходят новые образцы…
Как все это не похоже на простой вариант, когда, катясь по пути наименьшего сопротивления, заказчики просто выбирают на заводе что-то готовое и запускают в серию под своей маркой!
А ведь в конечном счете каждому выстраданному удилищу, на создание которого столько всего затрачено и в которое вложена частичка души разработчика, придется конкурировать на рынке со стандартными, бездушными «палками» конкурентов, на вид мало чем от него отличающимися. Пока там еще народ раскусит, что к чему…
Выводы:
Итак, что мы имеем в сухом остатке?
1. Все разговоры о марке и модульности углеволокна («А какой тут уголь? «IM12»? Нет? А вот у них «IM12»!») - пустая трата времени и спровоцированы недобросовестными маркетологами.
2. Знание марок использованного препрега (а эта информация редко афишируется) позволило бы рыболову с достаточным кругозором составить некоторое представление об удилище. Но такой рыболов поймет все и так, взяв удилище в руки.
3. Хорошее удилище - это не сверхдорогое углеволокно и даже не самый лучший препрег, а грамотно, целесообразно выбранные материалы, геометрия и фурнитура плюс достаточно высокая культура производства. При этом препрег и фурнитура не обязательно должны быть самыми дорогими, они лишь должны отвечать задачам, стоящим перед удилищем.
4. Стоит обратить внимание на производителей, действительно занимающихся разработкой удилищ под наши условия, а не ставящих свое клеймо на стандартную китайщину/корейщину. Причем следует учитывать профиль производителя (спиннинг, поплавочная удочка, донная удочка): специализируясь на чем-то одном, некоторые фирмы имеют несколько непрофильных моделей «для ассортимента», и эти модели редко оказываются выдающимися.
5. В конечном счете, лишь на рыбалке можно понять, подходит тебе снасть или не подходит. Если нет возможности попробовать модель в деле перед покупкой, то приходится прислушиваться к советам тех, кому доверяешь. Некоторые компании проводят фестивали и демонстрации продукции в рамках соревнований, чтобы потенциальные покупатели могли испытать их удилища на водоеме: «Молодцы»!
Из самого интересного и разнообразного - рекомендую !
 РЫБАЛКА FM И ТРЭВЕЛ-СПИННИНГ, Апрель 2020, выпуск #6
РЫБАЛКА FM И ТРЭВЕЛ-СПИННИНГ, Апрель 2020, выпуск #6 Личное мнение, или спиннинг Silver Stream Jig Line JLS 852MH
Личное мнение, или спиннинг Silver Stream Jig Line JLS 852MH Засланный казачок Crazy Fish Aspen Stake
Засланный казачок Crazy Fish Aspen Stake Бюджетный спиннинг новичка-практика, рекомендации
Бюджетный спиннинг новичка-практика, рекомендации Трэвел-спиннинг Looker X4 знакомство
Трэвел-спиннинг Looker X4 знакомство NAMAZU-новый рыболовный бренд
NAMAZU-новый рыболовный бренд DAIWA, что это было? Crossfire LT …
DAIWA, что это было? Crossfire LT … Рыболовные снасти из Китая — подорожание неизбежно!
Рыболовные снасти из Китая — подорожание неизбежно!